Explore our first selection of clinically validated patient care items manufactured to the highest ISO standards, engineered for hospital and homecare applications.







The global market for patient care items, ranging from simple medical plastics to sophisticated active therapeutic devices, is experiencing unprecedented growth. Valued at tens of billions of dollars, this sector is influenced by demographic shifts (such as rapidly aging populations in developed nations), increased healthcare investments in emerging economies, and the post-pandemic imperative for supply chain diversification and resilience.
Traditional low-cost procurement models are yielding to total cost of ownership (TCO) frameworks. Regulatory compliance, sterile integrity verification, material biocompatibility, and shipping security are now the dominant factors determining vendor choice.
Exporters and factories based in China have undergone a significant structural shift. In the past, manufacturing focused primarily on high-volume, low-margin products. Today, standard-setting Chinese exporters leverage advanced robotics, class-100,000 cleanrooms, and ISO 13485-compliant quality control loops to manufacture high-end devices such as ultrasonic surgical scalpels, anesthesia systems, and custom TPU medical tubes. This modernization enables hospitals and medical companies worldwide to source products that match Western quality thresholds at competitive price points.
Several macroeconomic trends are driving the increase in global demand for patient care products:
Multi-regional healthcare groups are centralizing their suppliers to streamline compliance monitoring and lower administrative overhead.
The introduction of strict new rules, such as the EU Medical Device Regulation (MDR) and updated FDA registration guidelines, requires suppliers to provide comprehensive technical files.
Geopolitical challenges have taught global buyers to maintain multi-regional production lines, establishing secondary supply lines with leading medical manufacturers in China.
A high-performing medical factory is defined by its ability to resolve complex engineering, environmental, and validation challenges. In the patient care and surgical consumables space, quality failures directly impact patient outcomes. For this reason, top-tier factories utilize integrated quality systems that cover raw material procurement, precision extrusion, cleanroom assembly, and validated sterilization processes.
| Product Category | Material Specifications | Key Engineering Standards | Primary Clinical Applications |
|---|---|---|---|
| Neonatal Resuscitation | Medical Grade LSR (Liquid Silicone), Polycarbonate | ISO 10993 (Biocompatibility), ISO 5356-1 | NICU, Pediatric Emergency Care |
| Ultrasonic Scalpels | Titanium Alloy, Piezoelectric Ceramics | IEC 60601-1, IEC 60601-2-2 | Minimally Invasive Laparoscopy |
| Surgical Drapes & Gowns | SMS/SMMS Non-woven, PE film laminates | EN 13795, AAMI Level 3/4 protection | Operating Rooms, Infection Prevention |
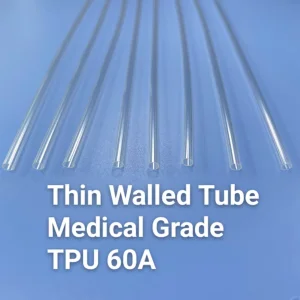
| Medical Tubing (TPU/PP) | USP Class VI Thermoplastic Polyurethane | Tolerances down to ±0.01mm | Endoscopic Covers, Catheter Shafts |
| Wound Drainage Systems | Medical Silicone, anti-reflux valves | ISO 10993 biocompatibility testing | Post-Operative Fluid Management |
Contamination control is critical in medical device manufacturing. Top Chinese factories operate cleanrooms equipped with positive pressure systems, HEPA filtration, and strict gowning protocols. Every batch of products—whether a sterile fenestrated surgical drape or an endobronchial tube—is monitored for particulate and microbial levels to prevent pyrogenic reactions in patients.
Sterilization is performed primarily using Ethylene Oxide (EO) or Gamma Irradiation. The sterilization process requires validation according to ISO 11135 (for EO) or ISO 11137 (for radiation), documenting parameters such as gas concentration, relative humidity, temperature, and aeration times to ensure residual EO levels fall safely below toxic limits.
The medical device market is shifting toward smarter, safer, and more sustainable products. Leading exporters are aligning their development pipelines with these emerging global trends:
Traditional PVC (polyvinyl chloride) containing DEHP plasticizers is being phased out in advanced clinical environments due to concerns over chemical leaching. Leading manufacturers are transitioning to polyurethane (TPU), polypropylene (PP), and liquid silicone rubbers (LSR). These materials provide superior elastomeric memory, chemical resistance, and biocompatibility, reducing the risk of tissue irritation.
With hospitals focusing more on environmental sustainability, manufacturers are developing eco-friendly medical consumables. Innovations include biodegradable non-woven drapes, recyclable packaging materials, and energy-efficient manufacturing processes that reduce the overall carbon footprint of single-use items.
Each production lot is increasingly coded with Unique Device Identification (UDI) barcodes, allowing complete traceability from the raw material batch to the end clinical user, complying with FDA and EU MDR tracking mandates.
For global procurement departments, regulatory certifications are non-negotiable. Sourcing from factories without proper accreditation leads to customs holds, compliance issues, and patient risk. The top patient care exporters in China maintain a robust compliance portfolio:
Top exporters invest heavily in external validation, collaborating with global testing agencies like TÜV SÜD, SGS, and Intertek. Standard testing protocols cover:
Hangzhou RosMed Medical Co., Ltd. is a professional China medical consumables supplier specializing in disposable medical plastics, surgical non-woven products, and respiratory solutions. Since its establishment, RosMed has been committed to delivering safe, reliable, and high-quality healthcare products to global markets.
Over the years, the company has evolved from a focused manufacturer of basic disposable medical supplies into a comprehensive provider of integrated healthcare solutions. Through continuous investment in research and development, RosMed has expanded its product portfolio to cover urology consumables, anesthesia accessories, respiratory support components, and a wide range of non-woven and plastic medical products. Each stage of its development reflects a strong commitment to innovation, quality improvement, and adaptation to international healthcare standards.
With advanced production facilities and strict quality control systems, Hangzhou RosMed Medical Co., Ltd. ensures that all products meet global certifications and regulatory requirements. The company also actively supports OEM and ODM services, enabling partners to develop customized solutions tailored to specific market needs.
Driven by a customer-centric philosophy, RosMed has built long-term partnerships with distributors, hospitals, and healthcare organizations worldwide. Today, it continues to grow as a trusted supplier in the medical consumables industry, dedicated to improving patient safety and supporting modern healthcare systems globally.











Get answers to critical regulatory, logistical, and technical questions commonly asked by global procurement teams.
Top factories operate under ISO 13485 quality systems. Their products comply with relevant international standards, including CE certification under the EU Medical Device Regulation (MDR) and registration with the US FDA. These certifications verify that the factory's quality management system, production environments, and materials meet global standards.
Yes. Factories such as Hangzhou RosMed Medical Co., Ltd. offer comprehensive OEM and ODM support. This includes custom polymer compounding (such as specific TPU durometers for endoscopic tubes), customized sizing for surgical drapes, and specialized functional packaging to meet specific clinical requirements.
Products are sealed in medical-grade Tyvek or plastic pouches that provide a barrier against microbes while allowing sterilizing gas to escape. Sterilization validation (per ISO 11135 or ISO 11137) ensures that products remain sterile through transit, provided the outer packaging is not damaged. Outer shipping cartons are reinforced to withstand physical stress during transport.
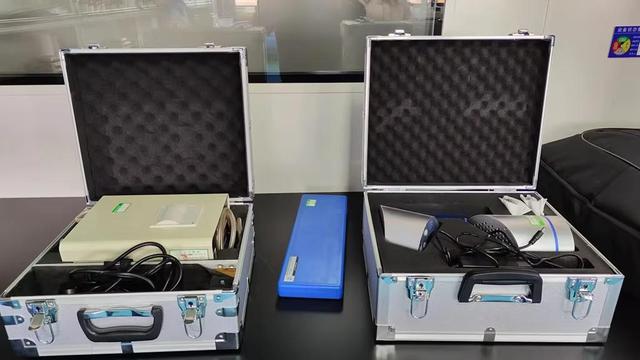
Lead times vary depending on the product's complexity. Extrusion and non-woven items typically require 30 to 45 days, while active electronic equipment like anesthesia systems can take 45 to 60 days. These timelines account for cleanroom assembly, sterilization cycles, and mandatory post-sterilization aeration periods.
Browse our second selection of patient care items, specializing in critical care ventilation accessories, sterile wound drainage systems, and custom medical extrusions.